


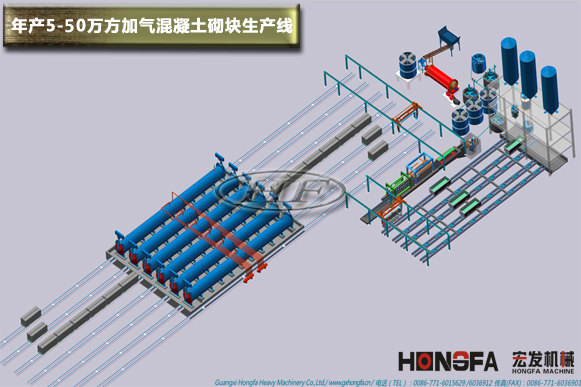
Aerated concrete block production line with annual output of 50000-500000 M3

An annual output of 5-300,000 cubic meters of air block production line equipment
一. Product introduction:
Aerated concrete production line is mainly made of fly ash (slag) as raw material, lime and cement as cementing material, and aluminum powder as aerating agent by grinding, measuring, mixing, pouring, resting, cutting, steaming and other processes. Aerated concrete is a new type of wall building material, which has the advantages of light weight, heat preservation, heat insulation, energy saving, waste benefit, environmental protection construction, convenient and quick.
二、Raw material handling
1, jaw crusher
It is mainly used for crushing and coarse crushing of various materials with compressive strength of not more than 320 mpa. It has the characteristics of large crushing ratio, high yield, uniform product particle size, simple structure, reliable work, easy maintenance and economic operating costs. The crusher has been widely used in mining, smelting, building materials, roads, railways, water conservancy and other departments.
Working principle of jaw crusher: When working, the motor drives the eccentric shaft through the pulley to rotate, so that the moving jaw is close to and leaves the fixed jaw periodically, so that the material has multiple crushing, such as squeezing, rubbing, grinding, etc., so that the material from large to small, gradually falling, until discharged from the discharge port.

Suitable for grinding all kinds of ores and other materials, widely used in mineral processing, building materials and chemical industries, can be divided into dry and wet grinding methods. According to different ore discharge methods, it can be divided into two types: lattice type and overflow type.

The raw material is injected into the pool and mixed to make a pulp.

4、Storage bin
Used to store the prepared fly ash slurry or mortar, with slow stirring to avoid slurry settlement. Planetary drive stirring mode is adopted.

四、batching
1, measurement
The measurement means that the raw materials are mainly measured, stirred, and finally injected into the pouring mixer for pouring and stirring.

2. Pouring mixer
It is a material mixing machine for steaming aerated concrete billet before pouring, which is located above the billet mold. It is used to stir the slurry, cement, quicklime, gypsum and aluminum powder paste suspension injected into the tank according to a certain ratio to make it evenly mixed and fully reacted, and inject the mixed slurry into the mold frame in time.

3. Mold
The mold and the side plate can be combined to contain the slurry and solidify into a blank body by standing curing foam. Mold specifications: 4.2m, 4.8m, 6m

4. Side panel
The side plate carries the billet for cutting, framing and steaming.

5, the initial room
After pouring, the mold is pushed into the primary incubation room with a conveyor chain for initial solidification, the room temperature is 50~70 degrees, and the initial incubation time is 1.5~2 hours (according to favorable geographical conditions, this process can be exempted).
五、Flip cutting
1. Turn over the spreader
The billet (with die and side plate) is flipped 90 degrees in the air, suspended on the cutting table or cutting car, and demoulded for cutting. In addition, the mold frame and the returned side plate are assembled and hoisted to the casting return line for circular casting.

2. Vacuum hood
After cutting the body, the top body waste can be removed through the suction hood, which can improve the utilization rate of waste.
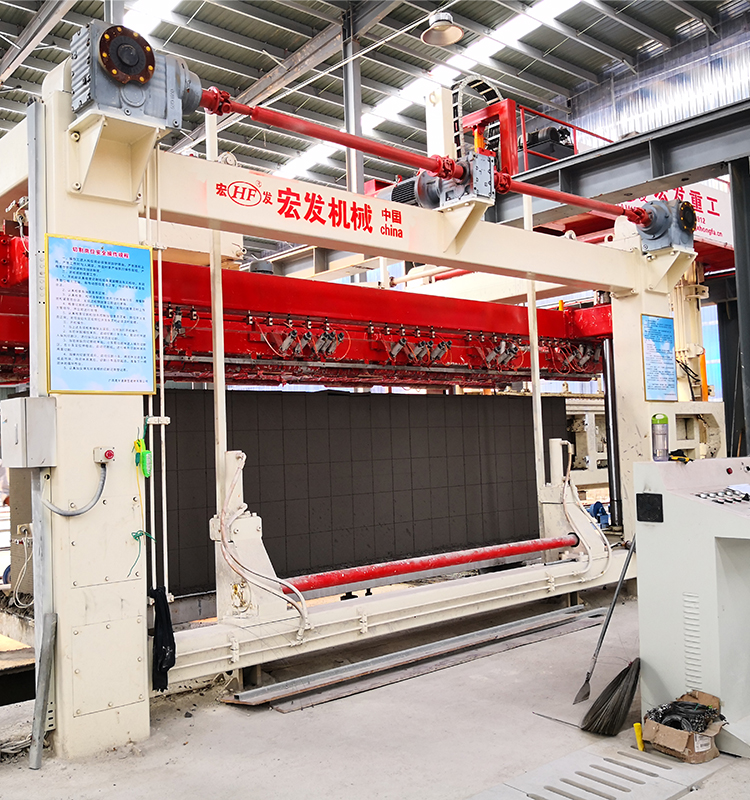
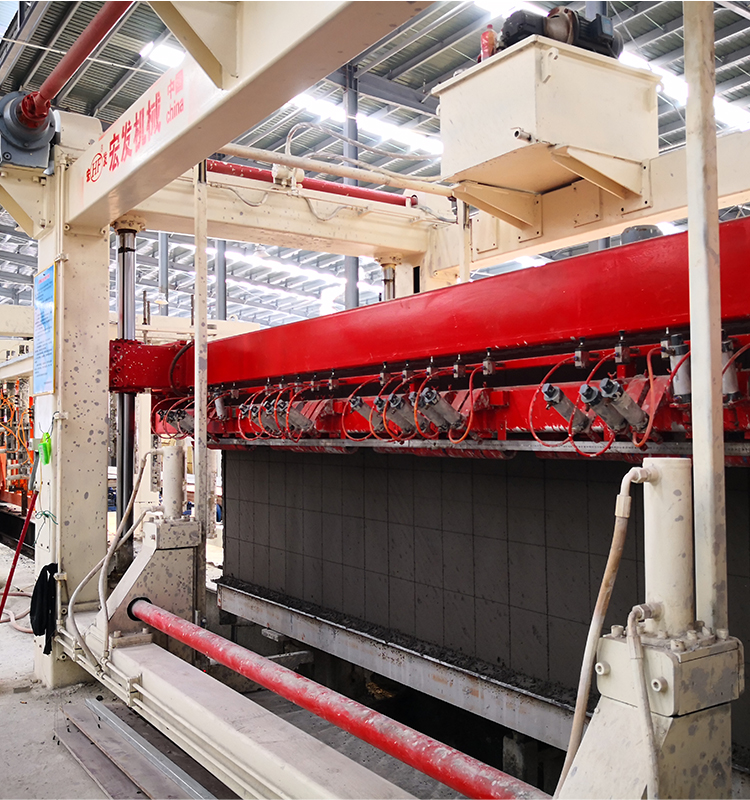
3, step cutting machine
Working principle: The turning sling flips the mold with the billet body in the air 90 degrees and places it on the cutting car. The stripping leaves the billet and the side plate on the cutting car. The cutting car is powered by the motor, and the longitudinal cutting, groove milling and horizontal cutting are completed through the longitudinal cutting device. After the cutting car continues to stop at the central position of the cross-cutting device, the cross-cutting device starts, and the cross-cutting frame is cut vertically down from top to bottom to complete the transverse cutting. The cutting trolley then walks to the marshalling sling, and the blank body (including the side plate) is lifted to the steaming trolley by the marshalling sling, and the cutting trolley returns to the original position for the next cutting cycle.

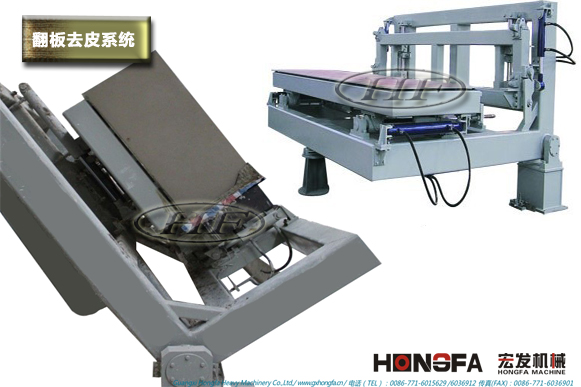
4. Flip table
After the body is cut, the turning table turns the body 90 degrees to remove the bottom waste, thereby improving the utilization rate of waste.
5. Semi-finished spreader
After the cutting is completed, the billet is hoisted to the steamer through the semi-finished product hanger and then assembled into the kettle.
6. Steam the car
The steamer is a vehicle for carrying side plates and billets in and out of autoclave. The cut body, together with the bottom plate, is hoisted onto the steamer. The trolley carries the bottom plate together with the blank body, which is grouped into autoclave for steaming.

六、Finished product discharge kettle
1. Finished fixture
Lift the finished product from the steamer to the packaging line for final packaging.

2, breaking machine
The aerated sheet products that adhere to each other after curing during the manufacturing process are separated from each other for transportation and use.

3. Autoclave
Autoclave is a large pressure vessel for steaming pressure bricks or standard bricks pressed with aerated concrete, lime sand, fly ash, etc., and the CaO-SiO-H hydrothermal reaction is completed in the autoclave. At the same time, it is also widely used in other production projects requiring pressure steaming production processes. Such as high-strength gypsum, insulation materials, rubber products, high-strength glass, cement pipe piles and wood, medicine, chemical and other industries. The company can also be equipped with various forms of pressure autoclaves according to user requirements to meet the needs of users for a variety of purposes.

;){kind=link}
;){kind=link}